

惠州市爱博智控设备有限公司
营销中心:
电话:0755-26785810
地址:广东省深圳市南山区龙珠大道光前工业区20栋启龙中心 602室
生产基地:
电话:0752-5319530
传真:0752-5319529
售后服务部:0752-5319530-816
邮箱:lry@aibotech.net
地址:广东省惠州市大亚湾西区响水北路11号
在线检测克重系统安装在涂布生产线中,探头来回扫描,实时在线检测极片克重量的横向和纵向变化趋势,发现克重波动及时报警,以提示操作人员及时调整生产参数,从而使极片保持更好的一致性,提高效率产量,降低次品率和生产成本。无辐射污染,环保豁免,寿命长。由于X射线对被测材料原子序数的靶向选择特点,它只适用于电池正极极片(铝基材)的涂布面密度检测。系统是专门为锂电池正极多元复合材料、磷酸铁锂、三元、锰酸锂、钴酸锂体系等以及负极钛酸锂的面密度在线检测设计的一款全新概念的自动检测控制系统,其性能指标完全可以和国际顶级同类产品相媲美。
系统组成
本系统包含3台X射线面密度检测仪,分别安装在:
1、面密度1,安装在基材放卷端后,涂布前,检测基材的面密度;
2、面密度2,安装在单面涂布烘箱后,极片收卷前。可以检测单面极片烘干后的总面密度,以及单面涂布面密度(面密度2-面密度1);
3、面密度3,安装在双面涂布烘箱后,极片收卷前,可以检测双面极片烘干后的总面密度、第二次涂布面密度(面密度3-面密度2)以及总涂布面密度(面密度3-面密度1)。
工作站电脑配置:
本三架同步面密度检测系统采用一台工作站,规格配置为:5040SF/G4400(CPU)/500G(硬盘)/4G(内存)/DVD/VGA接口。三架面密度数据通过扫描架内部的嵌入式数据处理平台,输入系统工作站同一电脑中参与运算处理。同时,在每道涂布头前方设置一台20寸液晶显示屏,这样一共配置四台显示器(安装在摇臂柜上的为19寸)。
2.2系统特点
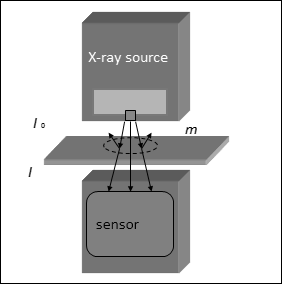
通过X射线管产生的X射线,穿透电池极片时,一部分射线被极片吸收。导致穿透极片后的射线强度相对于入射射线强度有一定的衰减。衰减比例与被穿透极片的面密度呈负指数关系。通过填充有特殊气体电离室检测射线穿透极片前后的射线强度,即可推算出极片的面密度。如下图所示,I0为透射前的射线强度,I为透射后的射线强度,二者满足I=I0exp(-um)的关系。其中u为单位面密度极片的射线吸收系数,m为面密度。
配置SYSMART-BII扫描架,其运动系统机械电气部件均进口。运行平稳速度快、寿命长;
X射线的能量由内部高稳定性高压电源决定,不会随着时间衰减,保证测量的长期稳定性。测量锂离子极片所用X射线能量相对较低,对周围环境的辐射剂量小,不需要申请国家许可证。
采用涂布面密度的纵、横向分离算法软件,从根本上抑制了纵向面密度变化对横向面密度检测的影响;
面密度仪具备内部恒温功能,恒温精度为±0.1℃。同时设计有内藏砝码式自动标定机构,通过背景标定和砝码式标定的组合标定方式,可以完全排除定量表的漂移,实现极片面密度的绝对精准检测;
具有品种管理功能,对应生产的每一种锂电池极片(比如不同配方、不同厚度),只要赋予一个对应产品号,系统将自动存储该品种的检测参数;下次再生产该品种时,只要输入对应的产品号,系统将立即进入精准检测状态;
具有远程技术支持功能。系统安装了网络接口软件,连上互联网,供方即可在公司总部进入系统,对运行效果、参数设置的合理性等技术要素进行评判和技术优化整定;
根据用户的需要,系统可以和涂布机构实现涂布量的闭环控制。在大延时、纯滞后抑制算法软件的作用下,通过纵向面密度的变化趋势,实现面密度的自动调节(选项)。
一、智能扫描架指标
1扫描速度:0─400mm/s(连续可调);
2测量速度:100000个测量值/S(采用速率10MHZ);
3适合涂布类型:单间隙涂布、多间隙涂布、连续涂布、单面涂布、双面涂布;
4测量范围:0-1000 g/m2
二、检测控制精度指标
(1)系统测量重复精度:
(±3σ水平):±真实值×1‰;
真实值:扫描一趟得到的极片重量均值,即横向一条被扫描的极片的重量数据均值。
(2)系统线性相关性:
在面密度生产规格范围内,均匀取5组不同面密度的样品,分别用设备和电子称得到5组对应的面密度数据,机器测量值与真实值线性拟合后,相关性系数>99%。
(3)真实值取样方法:沿着设备扫描轨迹均匀冲样,用电子称称取真实重量并计算得到的均值。
(4) 内标样校准功能:本系统在源盒设置有内标样片,系统具备自动校准功能,消除环境温湿度以及面密度探头积灰变化对测量的影响。
(5)三架跟踪同步测量的测量精度2σ≤±真实值*2‰;或0.2克(取大者)。
测量方法:同一卷箔材(不涂布)使用多架跟踪测量系统进行同步跟踪扫描面密度,第1台和第2台、第3台测量得到的横向均值的面密度差异值≤±真实值*2‰,
(6) 测量光斑:直径30mm(极片上有效测量光斑)
(7) 射线传感器响应速度:1ms
数据取样方式:极片静止绷紧在设备上,设备扫描整个膜片幅宽得到1个面密度均值数据。设备重复扫描极片得到多个面密度均值数据进行重复性计算。
(8)多架同步参数:
在涂布速度≤30m/min时,三台面密度测量仪射线探头扫描轨迹跟踪误差≤±3mm;
在涂布速度≤50m/min时,三台面密度测量仪射线探头扫描轨迹跟踪误差≤±5mm。
三、系统软件功能
(1)软件具有扫描有效数据自动统计功能和有效扫描区域自动识别功能。在基材或涂层横向位置发生变化或出现任何偏差时,系统无须人工干预,能 自动识别有效的涂层区域并计算有效涂布面密度数据;
(2)多横幅图中,显示去掉异常点后横幅图,使横幅涂布厚度显示更直观;
(3)品种切换时,具有按当前实际测量值自动计算出灵敏度K值功能。
(4)实时显示厚度横向、纵向面厚度变化趋势;
(5)提供可靠的以太网数据通信协议;
(6)稳定可靠的数据处理与备份机制;
(7)检测数据可以按EXCEL格式导出分析;
(8)具备远程技术支持功能;
(9)系统配备和MES、ERP管理系统的硬件接口,可以配合两系统之间的连接。



